Analiza systemów pomiarowych jest wymagana wszędzie tam, gdzie wykorzystywane są dane pomiarowe. Są one wykonywane między innymi w badaniach zdolności maszyn i urządzeń oraz statystycznej kontroli procesu (SPC), czyli tam gdzie pomiary są podstawą decyzji odnośnie korekty lub ingerencji procesu.
Nie można też zapomnieć o działaniach związanych z doskonaleniem procesów, a także oceny wpływu wprowadzonych zmian procesowych na wartości charakterystyk produkowanych komponentów.
Do przeprowadzania Analizy Systemów Pomiarowych w motoryzacji wykorzystuje się dwa podręczniki referencyjne opublikowane przez organizację AIAG oraz VDA. W przypadku tej drugiej mowa jest o podręczniku VDA 5.
Analiza Systemów Pomiarowych – wytyczne do badań
Powyższą aktywność ma zastosowanie zarówno dla nowo zakupionego oprzyrządowania jaki i tego, które stosowane jest w bieżącej produkcji. Musimy też pamiętać, że badanie zdolności systemu pomiarowego należy przeprowadzać w warunkach rzeczywistych.
Oznacza to, że badania wykonuje się w miejscu docelowym zastosowania przyrządu pomiarowego.
Natomiast jeżeli podczas badań mają być użyte wzorce, to ich wymiar powinien być określony z dokładnością o klasę większą niż posiada badany system pomiarowy.

Analiza Systemów Pomiarowych – Definicje
Przygotowując się do przeprowadzania analizy systemów pomiarowych warto przyswoić wiedzę dotyczącą podstawowych pojęć, które będą wykorzystywane. Należą do nich między innymi:
Powtarzalność (Repeatability)
Jest zdolnością przyrządu pomiarowego do uzyskiwania blisko siebie leżących wskazań przy wielokrotnym pomiarze tej samej wielkości w tych samych warunkach pomiarowych. Dodatkowo określa się ją także jako zmienność pomiarów wówczas gdy jeden operator używając tego samego przyrządu pomiarowego mierzy ten sam parametr, tej samej części kilka razy.
Odtwarzalność (Reproducibility)
Jest miarą zbliżenia się do siebie wyników pomiarowych tej samej wielkości mierzonej, uzyskanych w zmiennych warunkach pomiarowych. Określa się ją także jako zmienność średnich pomiarów otrzymywanych przez różnych operatorów, wykonujących pomiary tym samym przyrządem pomiarowym tego samego wyrobu.
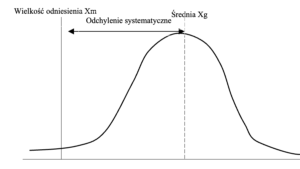
Błąd systematyczny (bias, odchylenie systematyczne)
Jest to zdolność systemu pomiarowego do zmierzenia rzeczywistej wielkości. Określa się go także jako różnica między uzyskaną wartości, a wartością odniesienia tego samego parametru dla tego samego produkowanego wyrobu.
Liniowość
Jest to różnica między wartościami błędu systematycznego w badanym zakresie roboczym przyrządu. Można ją także definiować jako błąd systematyczny w określonym przedziale pomiarowym, z reguły jest to najczęściej przedział tolerancji.
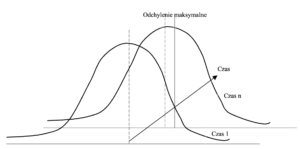
Stabilność
Definiuje się ją jako zdolność systemu pomiarowego do zachowania swych własności metrologicznych, które nie zmieniają się w czasie. Natomiast brak stabilności określa się jako różnicę serii pomiarów uzyskanych na tym samym przyrządzie pomiarowym. Musimy tutaj uwzględnić pomiar tego samego parametru dla tego samego wyrobu w różnych okresach czasu.
Rozdzielczość efektywna system pomiarowego (en. Number of Distinct Categories – NDC)
Jest to parameter przedstawiający liczbę oddzielnych podgrup wyników pomiarów dla danej części, na które można podzielić gromadzone dane. Minimalna wartość NDC, która określa wiarygodność zgromadzonych danych wynosi >= 5.
Czy Analiza Systemów Pomiarowych jest wymagana dla każdego przyrządu lub urządzenia?
Odpowiedzi nie znajdziemy bezpośrednio w wymaganiu IATF nr. 7.1.5.1.1. Pojawia się ona w najczęściej kierowanych zapytaniach – FAQ nr. 6 (link). Znajdziemy tam informację, że MSA nie musimy przeprowadzać dla każdego przyrządu lub urządzenia.
Przyrządy o tej samej charakterystyce (np. zakres pomiarowy, rozdzielczość, powtarzalność itp.) mogą być zgrupowane i przykładowy przyrząd (reprezentatywny dla rodziny przyrządów pomiarowych) może być wykorzystany do badania statystycznego [1].
Analiza Systemów Pomiarowych – Wymagania systemu pomiarowego
Wymagania dla zdolności układu pomiarowego (Gauge R&R) są następujące:
- <10% – akceptowalne
- >10% -30% – warunkowo akceptowalne (wymagane zatwierdzenie klienta z ewentualnym planem działań
- >30% – nieakceptowalne

Na stronie „Bezpłatne narzędzia” można bezpłatnie pobrać formularz Excel z możliwością edycji.
Nazwa dokumentu: Analiza Systemów Pomiarowych (MSA) – Gage R&R – formularz Excel
Dariusz Kowalczyk
Źródło:
1. IATF 16949:2016 Frequently Asked Questions (FAQs) – z dnia 16.04.2022
{kind=link}
{kind=link}